Thales case study: preventing condensation
Industrial equipment subjected to rapid thermal variations is particularly exposed to internal condensation. When the temperature drops sharply after exposure to a hot and humid atmosphere, the dew point can be reached, causing liquid water to form on sensitive components.
A study conducted with a Thales group company evaluated the effectiveness of the Air Sponge product in preventing these condensation phenomena.
Study context
So Sponge develops innovative solutions for passive humidity control, designed to protect sensitive industrial equipment exposed to severe environments.
The objective of this study: to analyse the ability of Air Sponge to regulate relative humidity in a confined volume and prevent liquid water formation during rapid cooling.
Air Sponge product description
Air Sponge products are made from mesoporous solids in the form of micrometric grain powder, deposited on an adhesive textile support.
These materials function as a passive moisture absorber, capable of adsorbing water vapour from the air without any electrical power.
Experimental protocol
Two experiments were conducted under identical conditions on two industrial products:
- Control product: without Air Sponge
- Protected product: equipped with Air Sponge (300 g/m² coating, 139.2 cm² integrated surface, 328 cm³ free air volume)
Environmental conditions
The products were placed for 96 hours at 36°C and 90% relative humidity. This phase allows the material to reach adsorption equilibrium in a near-saturation atmosphere.
A cooling ramp of −1°C/min was then applied to simulate a rapid transition to a lower ambient temperature.
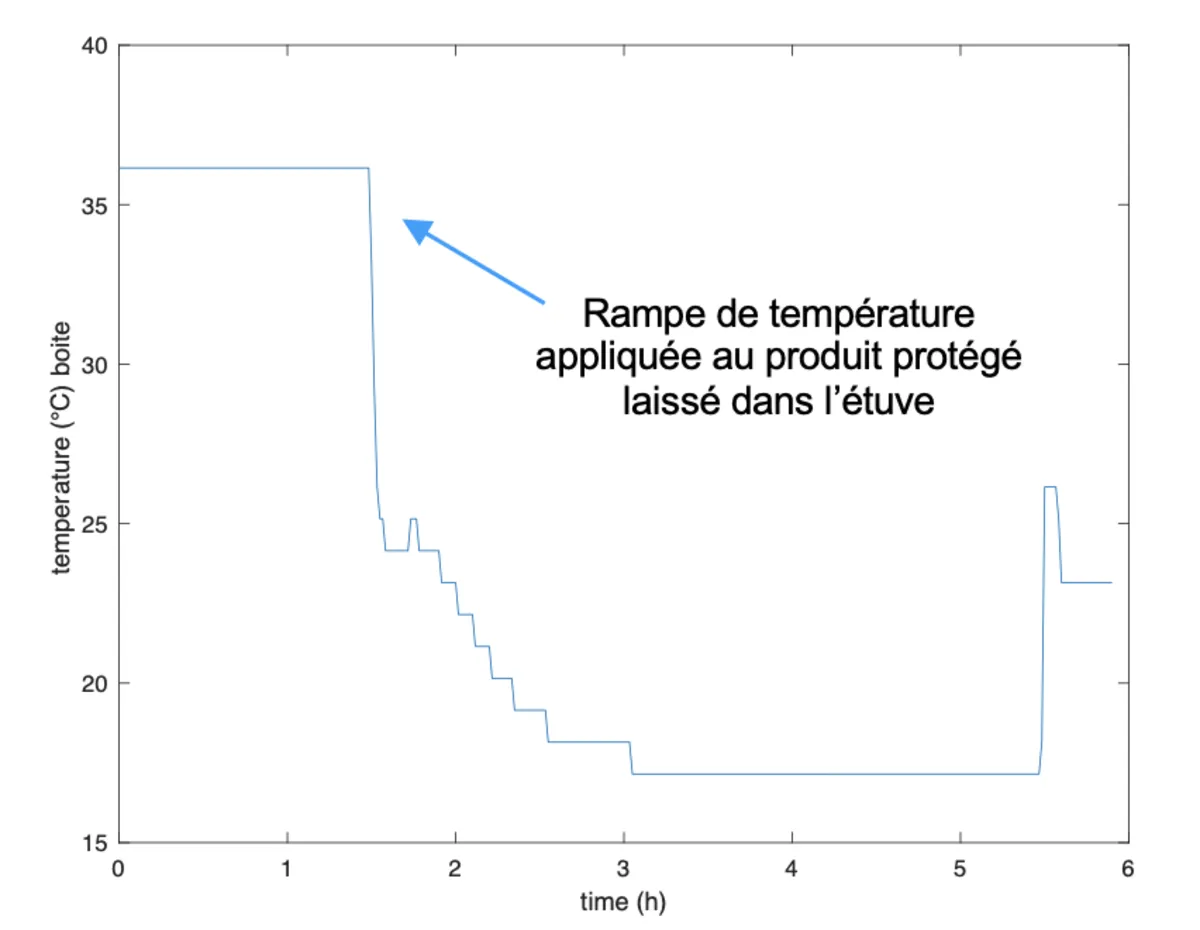 Figure 3 — Temperature ramp applied to protected product
Figure 3 — Temperature ramp applied to protected product
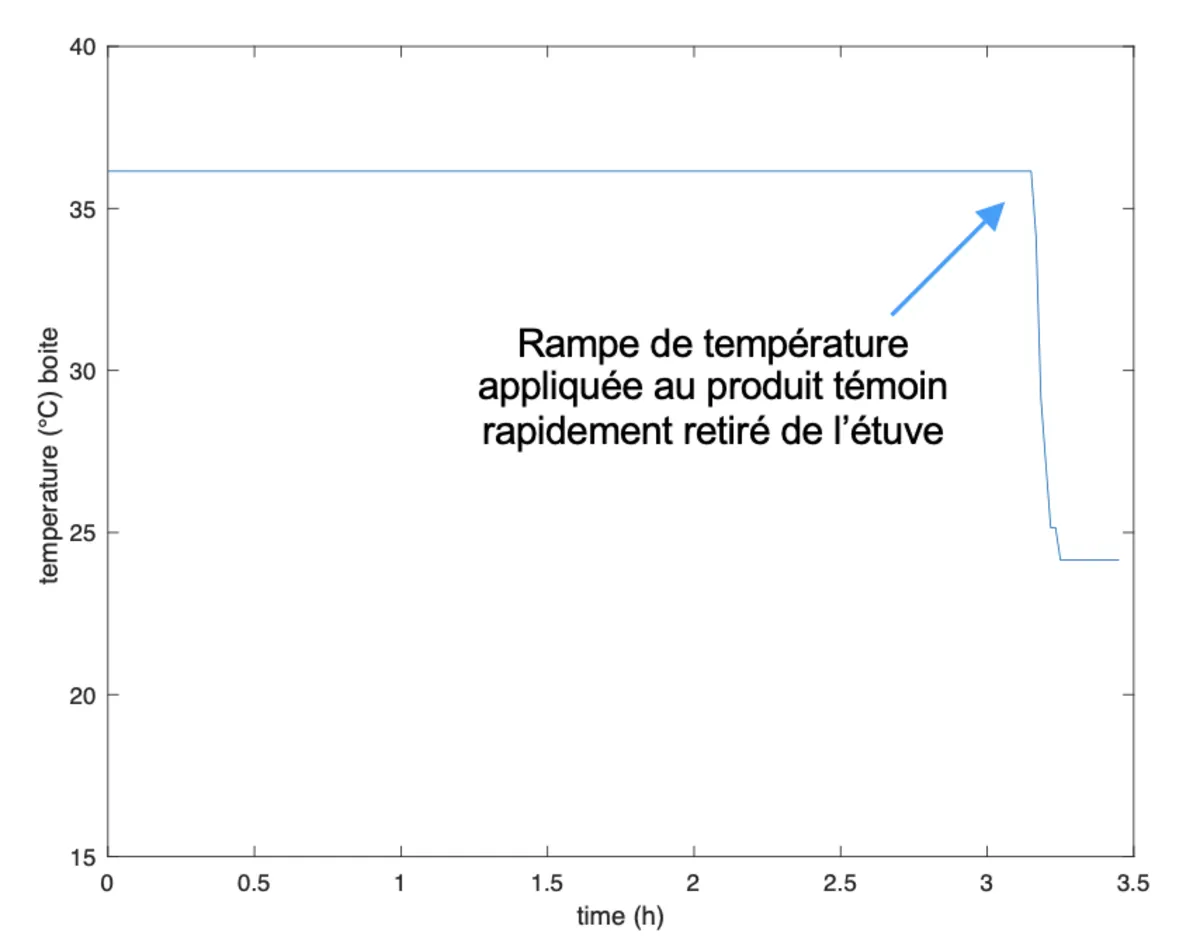 Figure 4 — Temperature ramp applied to control product
Figure 4 — Temperature ramp applied to control product
The temperature drop is the critical phase: it can lead to reaching the dew point and cause internal condensation.
Experimental results
Protected product (with Air Sponge)
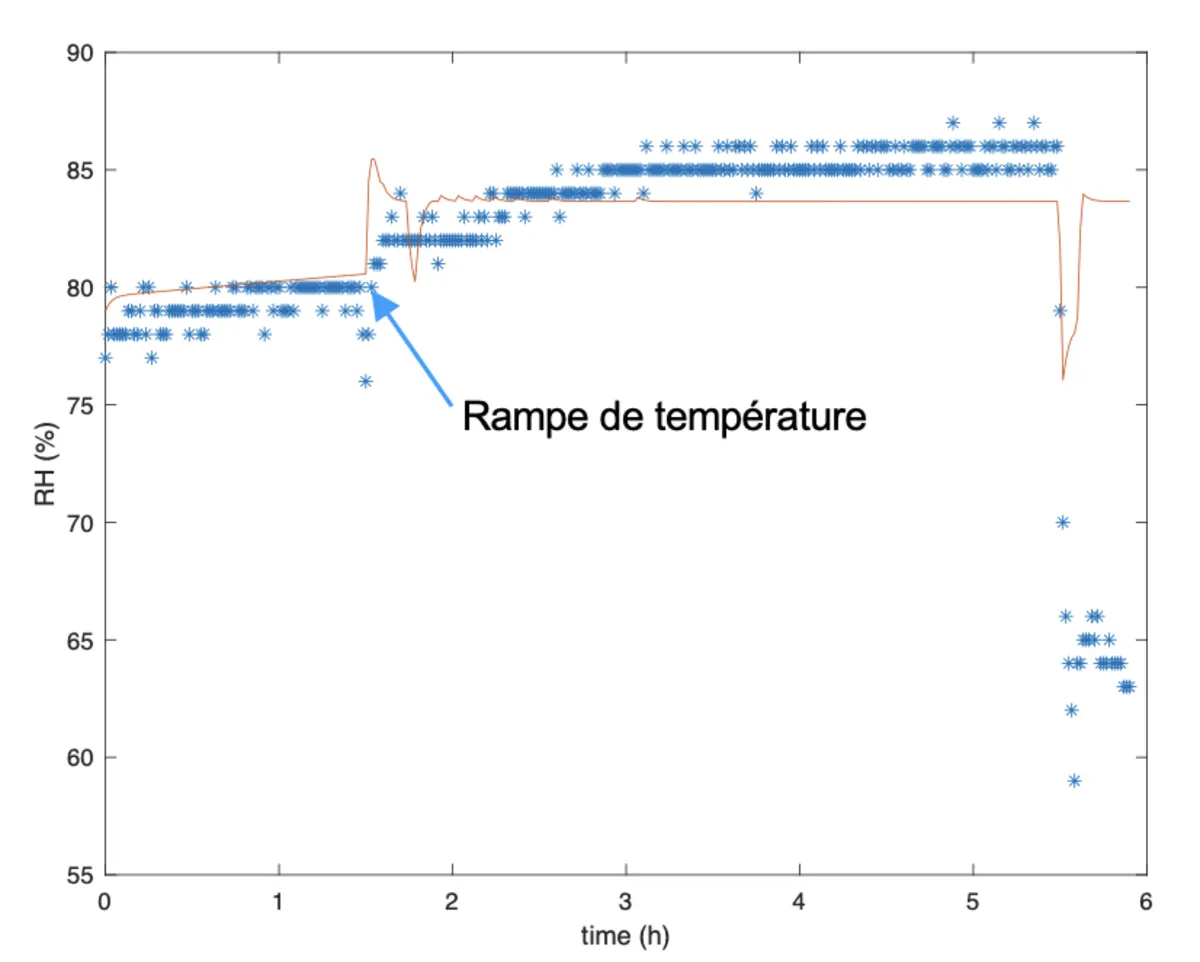 Figure 5 — Measured (blue) and simulated (red) RH — protected product
Figure 5 — Measured (blue) and simulated (red) RH — protected product
During cooling:
- No sudden spike in relative humidity
- RH maintained below 87%
- No condensation or degradation observed
- Adsorption of approximately 18 mg of water per gram of material
All excess moisture is adsorbed by the material before reaching saturation.
Control product (without Air Sponge)
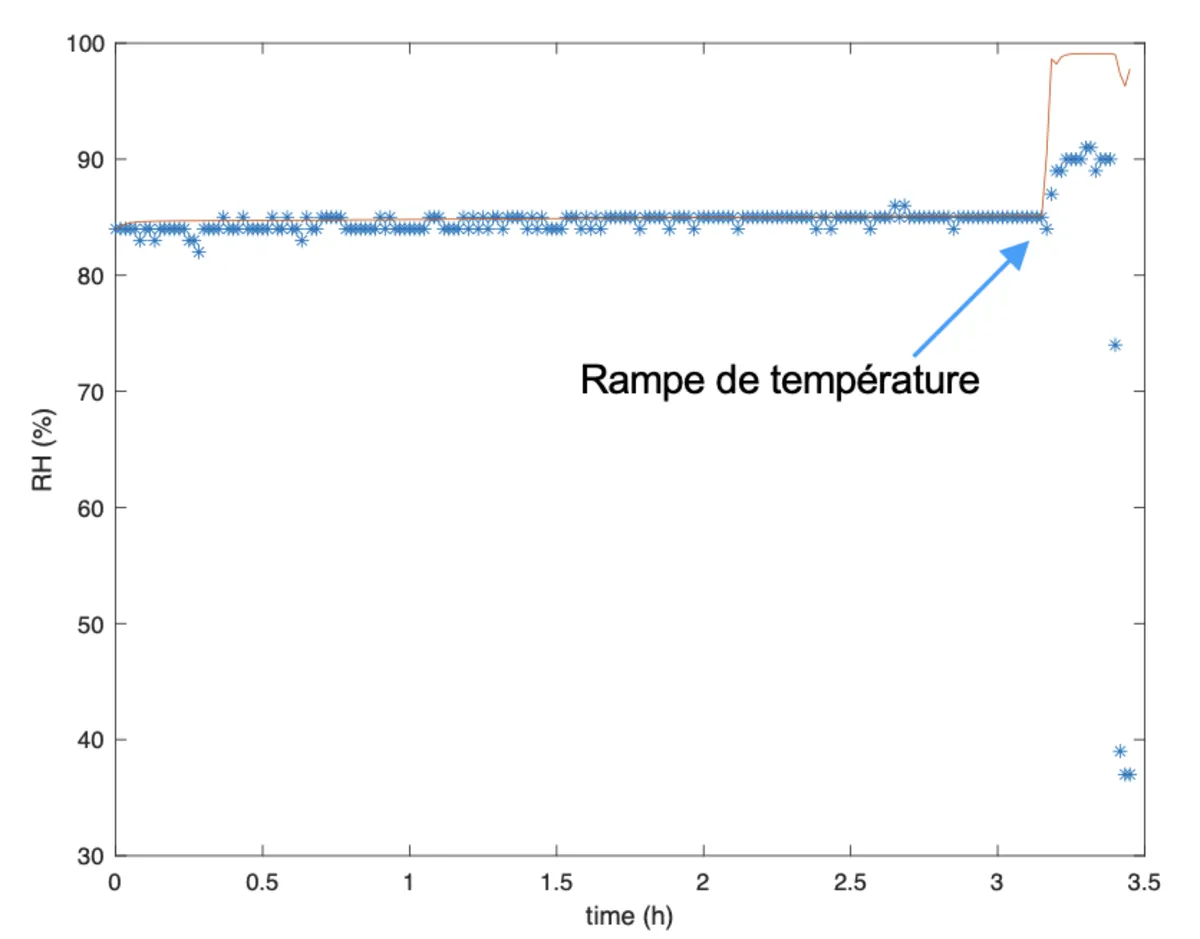 Figure 6 — Measured (blue) and simulated (red) RH — control product
Figure 6 — Measured (blue) and simulated (red) RH — control product
In contrast, the control product showed:
- A rapid increase in relative humidity
- RH reaching 100%
- Potential formation of 6 mg of liquid water
- Immediate condensation risk during the temperature drop
The control product was removed early from the chamber to prevent liquid water formation.
Predictive modelling
A thermodynamic model was developed to predict relative humidity evolution and the potential onset of condensation.
Two complementary scenarios were simulated:
| Scenario | Result | Max RH | Condensation |
|---|---|---|---|
| Protected product without Air Sponge | RH = 100% | 100% | Yes (≈ 6 mg) |
| Control product with Air Sponge | Adsorption ≈ 30 mg/g | < 87% | No |
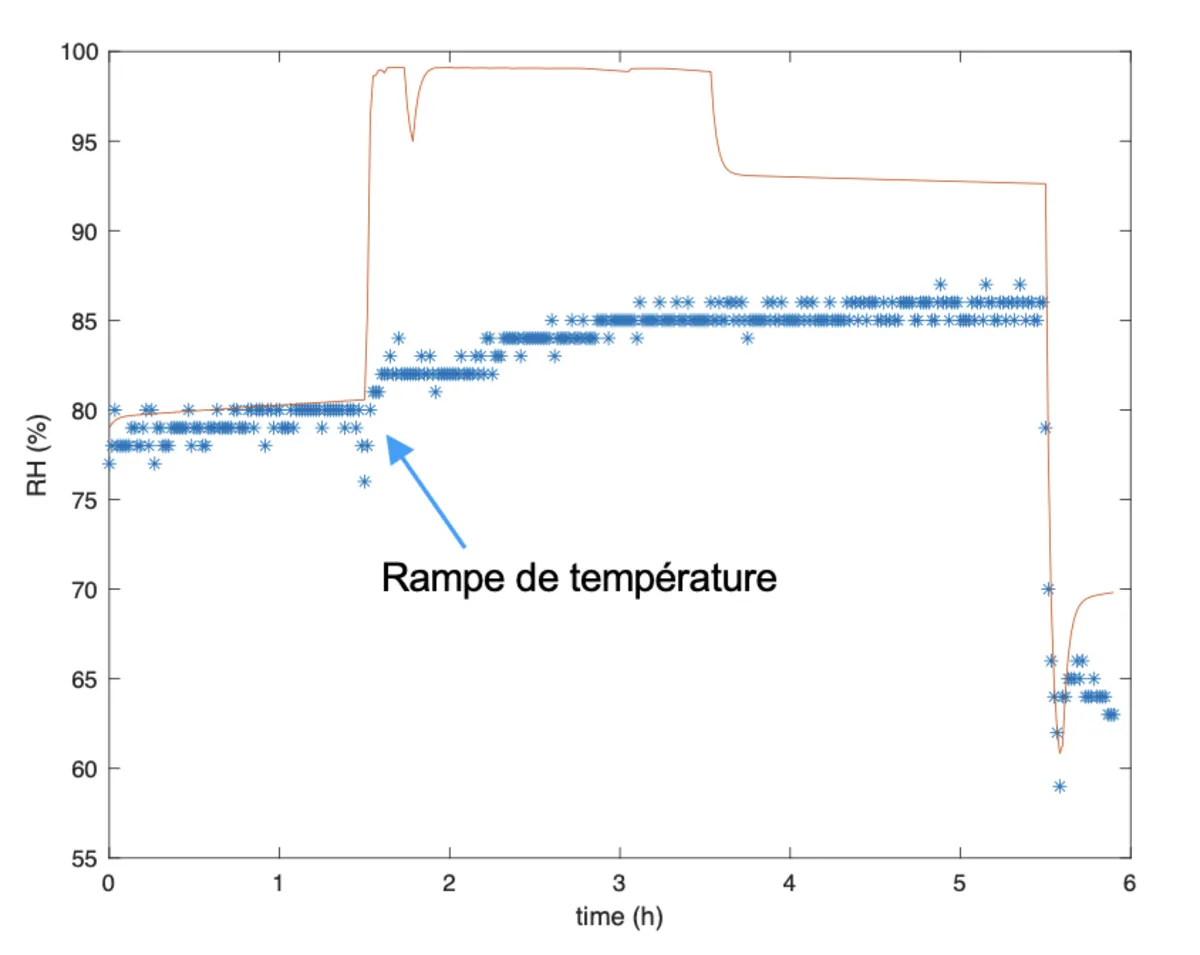 Figure 7 — Simulation without Air Sponge: condensation occurs (RH = 100%)
Figure 7 — Simulation without Air Sponge: condensation occurs (RH = 100%)
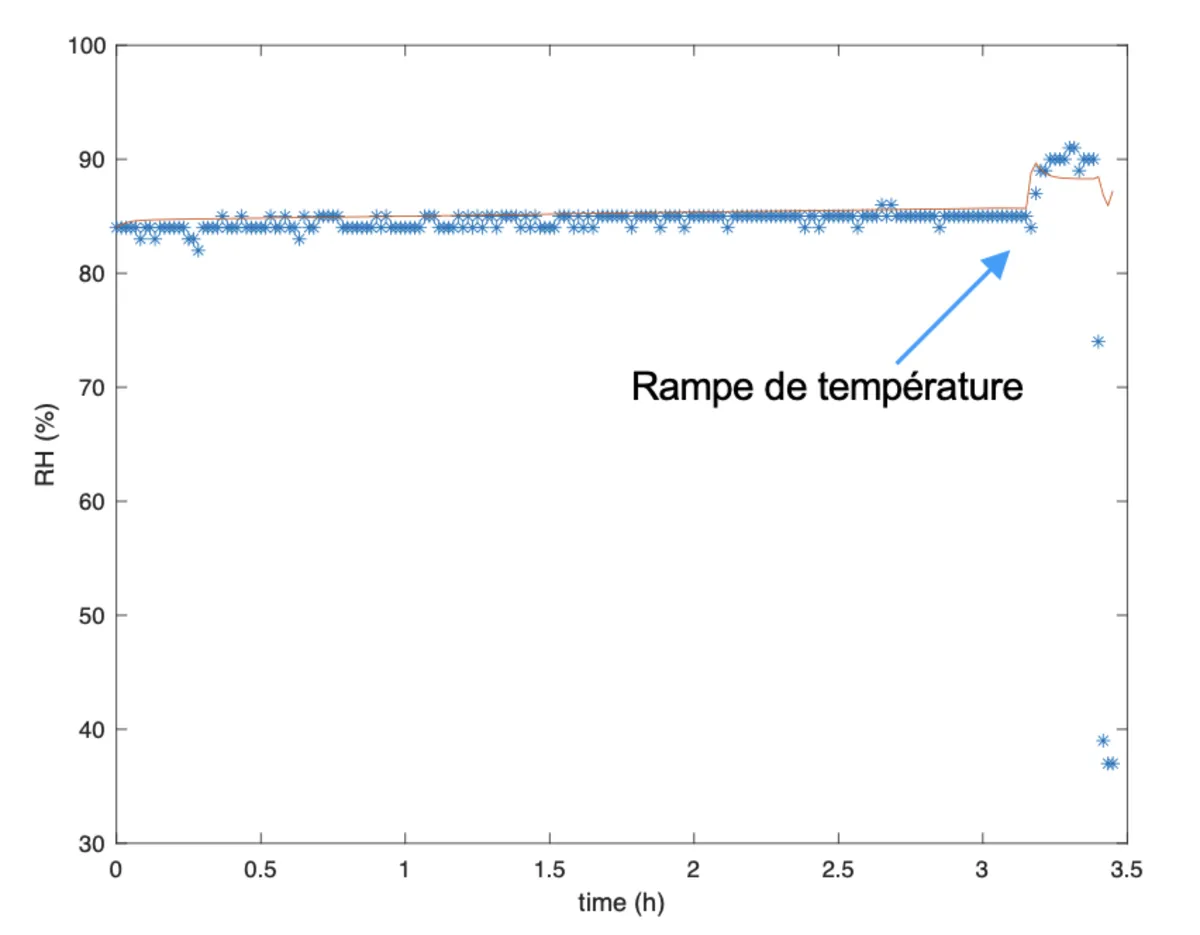 Figure 8 — Simulation with Air Sponge: condensation prevented
Figure 8 — Simulation with Air Sponge: condensation prevented
The results confirm that the material acts as a hygrometric buffer, stabilising humidity in the air during rapid thermal variations.
Conclusion
This experimental and numerical study demonstrates:
- The ability of Air Sponge to prevent condensation caused by thermal variations
- Its effectiveness in humidity control within confined volumes
- Its fully passive operation, without energy or maintenance
Air Sponge is a solution suited to sensitive industrial environments exposed to hot/humid then rapid cooling cycles — defence electronics, telecommunications, embedded sensors, measurement equipment.
Study conducted in collaboration with a Thales group company. Experimental data by So Sponge.